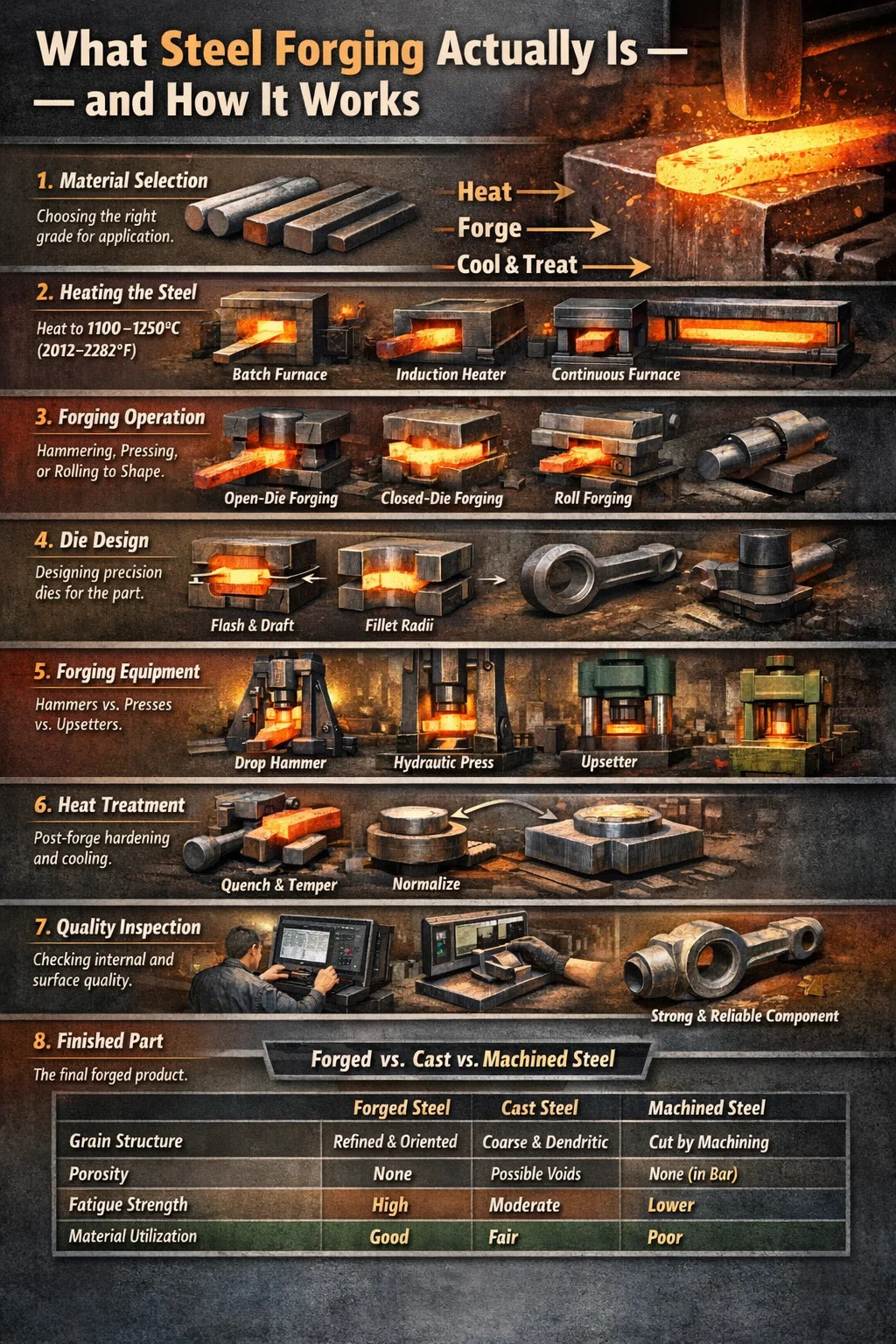
Что на самом деле представляет собой ковка стали и как она работает
Стальная поковка — это процесс формования стали путем приложения сжимающей силы — посредством ковки, прессования или прокатки — при этом металл нагревается до температуры между 1100°C и 1250°C (от 2012°F до 2282°F) . В этом диапазоне сталь становится достаточно пластичной, чтобы деформироваться без растрескивания, но при этом сохраняет зернистую структуру, которая придает кованым деталям превосходную механическую прочность. В результате получается деталь, которая структурно более плотная, прочная и устойчивая к усталости, чем все, что отлито или обработано из прутковой заготовки.
Краткий ответ на вопрос, как ковать сталь: нагрейте заготовку до нужной температуры ковки, поместите ее под молоток или пресс, приложите контролируемую силу, чтобы придать ей желаемую геометрию, а затем выполните предписанный цикл охлаждения или термообработки, чтобы зафиксировать механические свойства. Каждая переменная — температура, сила, геометрия штампа, скорость деформации и скорость охлаждения — определяет конечное качество детали.
В этой статье рассматривается весь процесс ковки стали в том порядке, в котором к нему подходит металлург или инженер-технолог: выбор материала, нагрев, сама операция ковки, соображения по конструкции штампа, обработка после ковки, контроль качества и практические различия между методами ковки. Независимо от того, закупаете ли вы кованые компоненты или настраиваете ковочную линию, каждый раздел здесь сосредоточен на практических, конкретных знаниях, а не на общих чертах.
Выбор правильной марки стали перед ковкой
Не все марки стали одинаково реагируют на ковку. Содержание углерода, добавки в сплавах и чистота расплава — все это влияет на то, как сталь ведет себя под молотком и какие свойства можно реально достичь после этого. Выбор неправильного сорта приводит к потере энергии, сокращению срока службы штампа и производству деталей, которые выходят из строя.
Низкоуглеродистые стали (0,05–0,30 % С)
Это самые простые сорта для подделки. Они имеют широкий диапазон температур ковки, низкое напряжение текучести и минимальный риск растрескивания. Такие марки, как AISI 1018 и 1020, обычно используются для конструкционных кронштейнов, валов и сельскохозяйственных компонентов, где прочность имеет большее значение, чем твердость. Ограничением является то, что их нельзя упрочнить до высоких уровней посредством термической обработки — предел прочности на растяжение обычно превышает около 550 МПа в нормализованном состоянии.
Среднеуглеродистые стали (0,30–0,60 % C)
Рабочие лошадки сталеплавильной промышленности. Такие марки, как AISI 1040, 1045 и 4140 (хромомолибденовый сплав), охватывают большинство применений в автомобилестроении, нефтегазовой отрасли и тяжелом машиностроении. После закалки и отпуска сталь 4140 обычно обеспечивает прочность на разрыв 900–1100 МПа с хорошей пластичностью. Окно ковки уже, чем у низкоуглеродистых марок — обычно 1100–1230 °C — и риск закалочного растрескивания возрастает, поэтому размер сечения и скорость охлаждения требуют тщательного управления.
Высокоуглеродистые и инструментальные стали (0,60–1,50 % C)
Такие марки, как AISI 1080, 52100 (подшипниковая сталь) и инструментальная сталь H13, куются при более низких температурах — часто ниже 1100°C — и требуют медленного, контролируемого охлаждения после ковки, чтобы предотвратить термическое растрескивание. Карбидные сетки должны быть разрушены и перераспределены во время ковки для достижения однородной твердости готовых инструментов или подшипников. Эти марки требуют опытных операторов и тщательного пирометрического контроля.
Нержавеющие и жаропрочные стали
Аустенитные марки нержавеющей стали (304, 316) имеют высокие показатели деформационного упрочнения, а значит, нагрузки при штамповке значительно выше, чем у простой углеродистой стали. Мартенситные марки (410, 420) легче поддаются ковке, но требуют тщательного отжига между проходами ковки. Дисперсионно-твердеющие марки типа 17-4 РН куют при 1065–1175 °С а затем выдерживают для достижения своих окончательных свойств — двухэтапный термический цикл, который необходимо строго соблюдать.
| Марка стали | Содержание углерода | Диапазон температур ковки | Типичное применение | Макс. растяжение (Q&T) |
|---|---|---|---|---|
| АИСИ 1020 | 0,18–0,23% | 1150–1280 °С | Конструктивные кронштейны, валы | ~550 МПа |
| АИСИ 4140 | 0,38–0,43% | 1100–1230 °С | Коленчатые валы, фланцы, шестерни | 1000–1100 МПа |
| АИСИ 52100 | 0,98–1,10% | 1040–1120 °С | Кольца подшипников, обоймы | 2000 МПа (закаленный) |
| АИСИ H13 | 0,32–0,45% | 1065–1175 °С | Инструмент для горячей обработки, штампы | 1200–1650 МПа |
| Нержавеющая сталь AISI 316 | ≤0,08% | 1100–1260 °С | Клапаны, фитинги, морские детали | ~620 МПа (отожженный) |
Нагрев стали: типы печей, контроль температуры и время выдержки
Нагрев является источником большинства дефектов ковки. Перегрев вызывает укрупнение зерна и начальное плавление границ зерен — состояние, называемое «горением», которое необратимо. Недостаточный нагрев оставляет сердечник холодным, увеличивает напряжение текучести и способствует растрескиванию во время деформации. Правильная установка печи не является обязательной.
Типы печей, используемых при ковке стали
- Периодические (коробчатые) печи — подходит для мелкосерийного производства и крупных заготовок. Сталь загружается, дверца закрывается, и вся загрузка нагревается до нужной температуры. Хорошая однородность температуры, но медленная производительность.
- Печи непрерывного действия (с вращающимся подом или толкателем) — заготовки перемещаются через зоны повышения температуры. Распространен на крупносерийных ковочных линиях, производящих автомобильные шатуны, балки мостов и аналогичные детали со скоростью, превышающей 500 штук в час.
- Индукционные нагреватели — электромагнитные катушки нагревают заготовку за секунды, а не за минуты. Равномерность температуры для круглых заготовок отличная, энергоэффективность высокая (до 90% против 40–50% для газовых печей), образование окалины минимально. Широко используется в прецизионной ковке в закрытых штампах.
- Печи для соляных ванн — используется для небольших, сложных деталей из инструментальной стали, требующих равномерного нагрева без окисления. Менее распространен при объемной ковке, но важен для изготовления дорогостоящих прецизионных деталей.
Время замачивания и сквозной нагрев
Заготовка, имеющая правильный цвет поверхности, может все еще иметь холодную сердцевину. Общее практическое правило в практике промышленной ковки следующее: Время выдержки 1 час на 25 мм поперечного сечения. для углеродистых и легированных сталей в газовой печи. Для заготовки диаметром 200 мм это означает, что ее можно будет безопасно ковать не менее 8 часов при температуре. Индукционный нагрев исключает большую часть этого времени ожидания, но требует точного соответствия мощности и частоты диаметру заготовки.
В печах с открытой атмосферой образование окалины во время нагрева неизбежно. Тонкий оксидный слой — обычно 0,5–2 мм - образуется на поверхности и должен быть удален путем удаления окалины (дробеструйная очистка, водяная струя или штамповка) до или во время первого удара поковкой. Окалина, попавшая под поверхность матрицы, приводит к появлению точечных дефектов и повреждению матрицы.
Измерение температуры
Опытные кузнецы исторически оценивали температуру по цвету: ярко-желто-белый соответствует примерно 1200–1300°С, а оранжево-желтый — 1000–1100°С. В современном производстве ковки оптические пирометры и инфракрасные датчики обеспечивают непрерывные бесконтактные измерения температуры с точностью до ±5°С . Термопары, встроенные в стенки печи, отслеживают температуру окружающей среды, а оптические пирометры измеряют поверхность заготовки на выходе из печи. Для критически важных поковок в аэрокосмической или оборонной промышленности результаты исследований термопар протоколируются и сохраняются как часть журнала качества.
Сравнение основных методов ковки стали
Ковка стали — это не единый процесс: она включает в себя несколько различных методов, каждый из которых подходит для различной геометрии детали, объемов производства и требований к допускам. Понимание различий имеет важное значение при выборе поставщика или разработке компонента, поддающегося ковке.
Ковка в открытых штампах (обработка, вытяжка, высадка)
При ковке в открытых штампах сталь обрабатывается между плоскими матрицами или штампами простой формы, которые не охватывают заготовку. Оператор перемещает и поворачивает заготовку между ударами молотка, постепенно придавая ей форму. Этот метод используется для больших и простых форм — валов, дисков, колец и блоков — а также для разрушения слитков с целью измельчения крупнозернистой структуры литого изделия.
Детали весом от нескольких килограммов до более 300 тонн производятся таким образом. По оценкам Ассоциации кузнечной промышленности, диаметр поковок в открытых штампах может достигать 3 метра и более для тяжелых промышленных применений, таких как валы гидроэлектрических турбин и головки корпусов ядерных реакторов. Допуски на размеры невелики по сравнению с работой с закрытыми штампами — обычно ±3–10 мм — поэтому закладываются значительные припуски на механическую обработку.
Ковка в закрытом штампе (оттискной штамп)
Это доминирующий метод ковки стали для прецизионных компонентов. Верхние и нижние штампы содержат зеркальные отпечатки желаемой формы детали. Когда нагретая заготовка ударяется или прессуется, материал течет, заполняя полость, а лишний металл выдавливается в виде блика вокруг линии разъема. Вспышка обрезается отдельной операцией.
Ковка в закрытых штампах обеспечивает допуски ±0,5–1,5 мм по критическим размерам и может производить детали почти чистой формы, требующие минимальной чистовой обработки. Автомобильные шатуны, коленчатые валы, ступицы колес и компоненты подвески практически повсеместно изготавливаются этим методом. Типичная линия для штамповки автомобильных шатунов, работающая при 300 штук в час является стандартным эталоном для крупносерийного производства.
Процесс обычно включает в себя несколько станций штамповки: кромку (или валковку) для перераспределения материала, блокировку (грубую форму), чистовую обработку (окончательную геометрию) и обрезку. Каждая станция увеличивает стоимость оснастки, но уменьшает объем работы, необходимой на каждом последующем этапе, и улучшает использование материала.
Валковая ковка и поперечно-клиновая прокатка
Валковая ковка пропускает нагретую заготовку между фасонными валками для удлинения и перераспределения материала по длине. Его часто используют в качестве этапа предварительного формования перед ковкой в штампах — например, при формировании длинной конической заготовки шатуна перед окончательным оттиском. При поперечно-клиновой прокатке (CWR) используются две вращающиеся матрицы с клиновидными выступами для формирования осесимметричных деталей, таких как пальцы шаровых шарниров, осевые шейки и стержни клапанов, на очень высоких скоростях. до 600 штук в минуту на оптимизированных линиях.
Изотермическая и горячая штамповка
При обычной ковке штампы значительно холоднее заготовки (обычно 200–300°C по сравнению с 1100–1200°C для стали). Этот перепад температур охлаждает поверхность заготовки при контакте, увеличивая напряжение текучести и ограничивая сложность формы, которую можно получить за один ход пресса. При изотермической ковке штампы нагреваются до температуры, близкой к температуре заготовки, что снижает необходимость охлаждения и обеспечивает очень точное производство сложных аэрокосмических компонентов по форме, близкой к заданной. Это дорого и медленно — в основном применяется для титановых сплавов и никелевых суперсплавов — но этот принцип иногда применяется к поковкам из специальной стали для деталей аэрокосмической отрасли, где соотношение закупок материалов должно быть сведено к минимуму.
Холодная ковка стали
Холодная ковка формирует сталь при комнатной температуре или слегка повышенных температурах (ниже порога рекристаллизации примерно 450°C для углеродистых сталей ). Отсутствие нагрева означает отсутствие окалины, отличное качество поверхности и жесткие допуски — крепеж, шаровые шпильки и прецизионные штифты обычно изготавливаются методом холодной ковки. Компромиссом является высокое напряжение текучести и значительное упрочнение; прессовые нагрузки в 3–5 раз выше чем при горячей ковке того же материала, и для восстановления пластичности часто требуется промежуточный отжиг между этапами формовки.
Проектирование штампов для ковки стали: оплавление, черновая обработка и скругления
Проектирование штампа является одним из наиболее технически сложных аспектов процесса ковки. Плохо спроектированная матрица приводит к дефектам, расходует слишком много материала и быстро изнашивается. Следующие параметры являются основой любой конструкции инструмента для штамповки в закрытых штампах.
Мгновенная земля и Мгновенный разрыв
Пластина — это тонкое стальное ребро, которое выходит между половинками штампа на линии разъема. Вместо того, чтобы быть чистым мусором, вспышка создает противодавление, которое толкает материал в тонкие ребра и сложные полости. Зазор между вспышкой (толщина земли) обычно составляет 1–3% от проектируемой высоты детали. . Слишком большой зазор приводит к потере материала; слишком узкий зазор увеличивает нагрузку на матрицу до опасного уровня. Вес облоя типичной автомобильной поковки составляет 15–20% от массы заготовки , который обрезается и перерабатывается.
Углы уклона
Все вертикальные стенки в поковке должны быть коническими — наклоненными под углом относительно направления движения штампа — чтобы деталь выходила из штампа без разрывов. Стандартные углы уклона стальной поковки: 5–7° на внешних поверхностях и 7–10° на внутренних поверхностях. . Области с крутой тягой блокируют деталь от выброса; недостаточная тяга приводит к истиранию матрицы и разрыву поверхности. Программное обеспечение для проектирования штампов, такое как Deform, Simufact или QForm, теперь позволяет инженерам моделировать течение металла и прогнозировать недополнение, притиры и износ штампа перед резкой одного куска инструментальной стали.
Скругление и угловые радиусы
Острые внутренние углы в полости штампа создают концентрацию напряжений в материале штампа и образуют складки (нахлесты) на поковке. Минимальный радиус скругления 3–6 мм является стандартным для стальных поковок; в зонах высоких напряжений, таких как соединения стенок и ребер на фланцах, радиусы 8–12 мм являются общими. Конструкторы иногда настаивают на меньших радиусах, чтобы уменьшить количество обрабатываемого материала, но галтели меньшего размера постоянно приводят к преждевременному выходу матрицы из строя — срок службы матрицы снижается с От 10 000 штук до 3 000 штук когда радиусы углов уменьшаются вдвое ниже рекомендуемого минимума.
Расположение линии разъема
Линия разъема, где встречаются две половины матрицы, должна быть расположена так, чтобы можно было снять деталь, свести к минимуму риск несоответствия матрицы и поместить заусенец в положение, позволяющее легко обрезать. Для симметричных деталей стандартной является прямая линия разъема, проходящая через наибольшее поперечное сечение. Для асимметричных деталей или деталей с подрезами может потребоваться ступенчатая или составная линия разъема, что увеличивает сложность штампа и стоимость.
Кузнечное оборудование: молоты, прессы и высадочные машины
Выбор ковочного оборудования определяет, какая геометрия достижима, насколько быстро работает производство и какие капиталовложения потребуются. Каждая из трех основных категорий — молотков, прессов и высадочных машин — имеет свои собственные рабочие характеристики.
Падающие молоты (гравитационные и силовые)
Молот кует сталь ударом — плунжер падает и быстро замедляется, прижимаясь к заготовке, передавая энергию в виде импульсивного удара. Гравитационные молоты оцениваются по весу домкрата (например, от 1 тонны до 25 тонн ); молоты с механическим приводом (паровой, пневматический или гидравлический противоудар) существенно расширяют диапазон энергии. Частота и скорость удара высоки, что способствует динамической рекристаллизации сталей и позволяет получить мелкозернистые поковки. Молотки превосходно справляются со сложными формами с глубокими ребрами, но создают значительную вибрацию и шум. Их скорость поглаживания 60–120 ударов в минуту позволяют выполнять быстрые последовательности нескольких обдувов за один плав.
Механические и гидравлические ковочные прессы
При нажатии сила применяется с контролируемой и медленной скоростью — сжимайте, а не ударяйте. Механические кривошипные прессы варьируются от От 500 тонн до 12 000 тонн и работают с фиксированными положениями хода, что обеспечивает высокую повторяемость и подходит для автоматических линий. Гидравлические прессы могут достигать 50 000 тонн и более для крупных поковок аэрокосмических конструкций и позволяют изменять скорость и ход поршня, что полезно для ковки термочувствительных сплавов или для многоступенчатой формовки в одном наборе штампов.
Прессовые поковки обычно демонстрируют лучшую размерную стабильность, чем молотковые, поскольку положение плунжера в нижней мертвой точке фиксировано. Более медленная скорость деформации также позволяет теплу рассеиваться с поверхности, что может быть либо преимуществом (более мелкое зерно поверхности), либо недостатком (снижение пластичности оболочки в горячем состоянии) в зависимости от сплава.
Машины для раскатки (высадки)
Высадщик захватывает конец стержня и применяет горизонтальную силу, чтобы сжать и расширить его — процесс высадки увеличивает поперечное сечение при одновременном уменьшении длины. Так формируются головки болтов, фланцевые фитинги и стержни клапанов. Расстраивающие применяются 400–4000 тонн усилия зажима и ковки в горизонтальной плоскости и работают с высокой производительностью при минимальном вмешательстве оператора. Использование материала превосходно, поскольку вспышка образуется незначительно или вообще не образуется.
Термическая обработка после ковки: нормализация, закалка и отпуск
Свойства стальной поковки лишь частично определяются самой операцией ковки. Термическая обработка после ковки контролирует конечную микроструктуру и механические свойства, часто определяя разницу между деталью, соответствующей техническим характеристикам, и деталью, которая выходит из строя.
Нормализация
Нормализация нагревает поковку до 50–60°C выше верхней критической температуры (Ac3) — обычно 870–950°C для среднеуглеродистых сталей — и затем охлаждает на неподвижном воздухе. Это измельчает и гомогенизирует зеренную структуру, нарушенную неравномерной деформацией, снимает внутренние напряжения и создает единообразную базовую микроструктуру для последующей механической обработки или термообработки. Нормализованная сталь 1045 обычно достигает прочности на разрыв 580–640 МПа — подходит для многих структурных применений без дополнительной обработки.
Отжиг
Полный отжиг включает аустенизацию (нагрев выше Ac3) с последующим очень медленным охлаждением печи — часто с контролируемыми скоростями. 10–25°С в час . В результате получается самое мягкое и наиболее поддающееся механической обработке состояние стали. Поковки из высокоуглеродистой и инструментальной стали перед окончательной обработкой обычно отжигают, затем повторно закаливают и отпускают до окончательной твердости. Процессный (подкритический) отжиг, проводимый чуть ниже Ac1, размягчает нагартованные поковки без полного превращения.
Закалка и отпуск (Q&T)
Это наиболее требовательная и наиболее часто используемая термообработка компонентов из высокопрочной кованой стали. Поковка аустенизирована (обычно 840–870°С для 4140), затем быстро закаливают в масле, воде или растворе полимера для преобразования аустенита в мартенсит — твердую, хрупкую фазу. Закаленную деталь затем отпускают повторным нагревом до 200–650°С ; чем выше температура отпуска, тем больше пластичности восстанавливается за счет твердости и прочности на разрыв.
Поковка 4140, закаленная в масле и отпущенная при температуре 315°C, достигает примерно Растяжение 1550 МПа / текучесть 1380 МПа / удлинение 11 % . Из того же материала, закаленного при 595°C, получается примерно Растяжение 980 МПа / текучесть 830 МПа / удлинение 20 % . Компромисс между прочностью и пластичностью должен соответствовать требованиям к усталости, ударам и статическим нагрузкам.
Контролируемое охлаждение (микролегированные стали, подвергнутые ковке и охлаждению)
Микролегированные стали, содержащие ванадий, ниобий или титан (марки V-Nb-Ti), могут достигать механических свойств, сравнимых со сталями Q&T, за счет контроля скорости охлаждения непосредственно после ковки, что исключает отдельный цикл закалки и отпуска в печи. Такое «прямое охлаждение» или «контролируемая термомеханическая обработка» снижает потребление энергии и время цикла на 30–40% по сравнению с обычным Q&T, и теперь является стандартом для автомобильных шатунов и поворотных кулаков при крупносерийном производстве.
Распространенные дефекты ковки стали и как они возникают
Дефекты ковки делятся на две большие категории: те, которые возникают во входящем материале, и те, которые возникают во время самого процесса ковки. Знание основной причины каждого типа дефекта — единственный надежный способ предотвратить повторение.
Круги и холодные закрытия
Нахлест образуется, когда сложенный металл прижимается к поверхности штампа без сварки — поверхности соприкасаются, но не соединяются, потому что они окислились. При осмотре нахлест выглядит как плотная линейная трещина, часто 45° к поверхности . Холодные отключения аналогичны, но возникают в результате встречи двух металлических потоков при недостаточной температуре для плавления. Оба дефекта делают поковку несоответствующей требованиям, и ее обычно отправляют в брак, если только они не настолько мелкие, что их можно удалить в пределах припуска на механическую обработку. Основные причины: неправильная форма заготовки, недостаточная температура ковки, чрезмерное ограничение вспышки, препятствующее течению материала.
Недополнение и Die Missrun
Недополнение происходит, когда полость матрицы заполнена не полностью — обычно в тонких ребрах, глубоких карманах или острых углах. Это вызвано недостаточным объемом заготовки, смещением заготовки от центра, недостаточной энергией ковки или холодной заготовкой, потерявшей температуру перед последним ходом. Недоливы в критических сечениях уменьшают несущую площадь и должны быть отвергнуты.
Внутренние пустоты и трубы
Усадочную пористость и трубку (центральную полость в отлитом слитке) необходимо устранять на этапах пробной ковки. Если степень обжатия при штамповке недостаточна — обычно минимум Уменьшение площади 4:1 указан для поковок аэрокосмического назначения — остаточная пористость или труба могут сохраняться в готовой детали. Ультразвуковой контроль (УЗК) на 5 МГц является стандартным методом обнаружения внутренних пустот в готовых поковках.
Аномалии потока зерна
Направленный поток зерен (волокнистая структура), возникающий во время ковки, является одним из основных преимуществ по сравнению с литыми или обработанными деталями. Если процесс ковки плохо спроектирован, поток зерен может быть прерван механической обработкой, нарушен неправильным потоком материала или ориентирован перпендикулярно направлению основной нагрузки. Это существенно снижает усталостную долговечность — усталостная прочность поперек направления волокна может быть снижена. на 30–50% ниже чем в продольном направлении. Макротравление поковок поперечного сечения выявляет структуру потока зерен и часто требуется для контроля первых изделий.
Перегрев и горение
Перегрев (выше рекомендуемой температуры ковки, но ниже температуры плавления) вызывает чрезмерный рост зерна, что снижает ударную вязкость и усталостные свойства. Деталь можно спасти с помощью нормализующей обработки, если не произошло возгорания. Горение — частичное плавление зернограничных пленок легкоплавких фаз (сульфидов, фосфидов) — необратимо. Обгоревшую поковку необходимо утилизировать независимо от ее габаритного вида. Вот почему пирометрический контроль и калибровка печи являются обязательными при сертифицированной ковке.
Стандарты контроля и качества для деталей из кованой стали
Стальные поковки, предназначенные для критически важных применений, подлежат комплексному контролю, охватывающему размерное, поверхностное и внутреннее качество. Применимые стандарты различаются в зависимости от отрасли, но используют общие методы.
- Проверка размеров : КИМ (координатно-измерительная машина) или ручное измерение по чертежу поковки. Проверка первого изделия (FAI) обычно измеряет 100% критических размеров ; образцы производственного контроля в соответствии с планом AQL (например, AQL 1.0 для критических функций).
- Магнитопорошковый контроль (MPI) : Обнаруживает поверхностные и приповерхностные трещины в ферромагнитных сталях. Стандарт для автомобильных, нефтегазовых и аэрокосмических поковок согласно ASTM E1444/EN ISO 9934.
- Капиллярный контроль жидкости (LPT) : Используется для немагнитных сталей (аустенитная нержавеющая сталь) или там, где MPI непрактичен. Обнаруживает только поверхностные дефекты.
- Ультразвуковой контроль (УЗК) : Обнаруживает внутренние пустоты, включения и трещины на глубине. Аэрокосмические поковки обычно должны соответствовать AMS 2630 (класс A или B) Требования к ультразвуковой чистоте.
- Механические испытания : Образцы на растяжение, твердость, ударную вязкость по Шарпи и усталостные образцы вырезаются из цельных удлиненных образцов или из отдельно выкованных образцов. Результаты должны соответствовать минимальным значениям, указанным в применимой спецификации материала (например, AMS 6349 для поковок из стали 4340).
- Макротравление и исследование микроструктуры : Поперечные сечения протравливаются, чтобы выявить поток зерен, и металлографически проверяются на размер зерен (согласно ASTM E112), глубину обезуглероживания и отсутствие нахлестов, швов или включений.
Для аэрокосмического применения поковки должны быть дополнительно прослежены до конкретной плавки слитка посредством документации партии — вся цепочка от расплава сырой стали до готовой детали документируется и сохраняется на протяжении всего срока службы планера, часто 30 лет .
Сравнение кованой стали с литой и обработанной сталью
Вопрос, который возникает почти при каждом обзоре конструкции: зачем платить за стоимость инструмента и сложность процесса ковки, если литье или механическая обработка прутка могут дать ту же внешнюю форму? Ответ кроется во внутренней микроструктуре и работоспособности при циклических и ударных нагрузках.
| Недвижимость | Кованая сталь | Литая сталь | Изготовлено из прутка |
|---|---|---|---|
| Зернистая структура | Изысканный, направленный поток волокон | Грубые, случайные дендриты | Прокатное зерно — нарезанное механической обработкой |
| Пористость | По сути нет | Возможные усадочные пустоты | Нет (в кованом брусе) |
| Усталостная прочность | Высокий (100%) | 60–80% кованых | 70–90% кованых (зернистый срез) |
| Ударная вязкость | Отлично | Нижний (расслоение актеров) | Хорошо (зависит от ориентации) |
| Стоимость оснастки | Высокий (5 000–200 000 долларов США) | Умеренный (2 000–50 000 долларов США) | Низкий (без инструментов) |
| Использование материала | Хорошая (почти чистая форма) | Хорошая (почти чистая форма) | Плохо (значительный расход стружки) |
| Лучше всего подходит для | Детали, подвергающиеся высоким нагрузкам и большому циклу работы | Сложная геометрия, низкая-средняя нагрузка | Небольшой объем, сложная форма |
Усталостное преимущество кованой стали является наиболее коммерчески важным отличием. В таких приложениях, как автомобильные шатуны, где 10⁸ циклов нагрузки в течение срока службы компонента являются обычным явлением, направленный поток зерен поковки не является теоретическим преимуществом — это измеренный, документально подтвержденный запас производительности, которому не может соответствовать отливка при эквивалентном весе и размере сечения.
Ключевые отрасли, зависящие от ковки стали
Ковка стали не ограничивается одной отраслью. Сочетание высокой прочности, надежной внутренней прочности и гибкости конструкции делает компоненты из кованой стали выбором по умолчанию там, где отказ компонента может иметь серьезные последствия для безопасности или экономики.
- Автомобильная промышленность : Коленвалы, шатуны, распредвалы, поворотные кулаки, рычаги, корпуса ШРУСов, ступицы. Мировой рынок поковок автомобильной стали оценивается более чем в 20 миллиардов долларов в последние годы с одним легковым автомобилем среднего размера, содержащим 40–60 кг из кованых стальных деталей.
- Нефть и газ : Фланцы, клапаны, тройники, устьевые компоненты, утяжеленные бурильные трубы и елочная арматура. Поковки для эксплуатации в кислых средах (среда H₂S) должны соответствовать пределам твердости NACE MR0175/ISO 15156, чтобы предотвратить сульфидное растрескивание под напряжением.
- Аэрокосмическая промышленность : Крепления крыльев, компоненты шасси, переборки и опоры двигателя. Соотношение закупок аэрокосмических поковок (вес сырой заготовки, разделенный на вес готовой детали) привело к инвестициям в ковку почти готовой формы для сокращения отходов титановых и никелевых сплавов, но стальные поковки по-прежнему имеют решающее значение для элементов конструкции планера.
- Производство электроэнергии : Роторы турбин, валы генераторов, головки сосудов под давлением и фитинги котлов. Открытокованые роторы для больших турбин могут весить 200 тонн и для завершения потребуются месяцы постепенной ковки и термообработки.
- Строительное и горнодобывающее оборудование : Заглушки шестерен, звездочки, корпуса осей, пальцы ковша и гусеницы. В таких случаях износостойкость и ударная вязкость имеют приоритет над точностью размеров.
- Оборона : Стволы орудий, корпуса снарядов, соединения броневых листов и компоненты трансмиссии транспортных средств. Поковки, соответствующие военным требованиям, требуют сертифицированного отслеживания материалов и свидетельских испытаний государственными инспекторами.
Практические соображения при покупке стальных поковок
Если вы покупатель или инженер-конструктор, приобретающий кованые стальные детали, а не эксплуатирующий кузницу самостоятельно, следующие факторы определяют, сможет ли поставщик надежно удовлетворить ваши требования.
Производительность пресса и вес штамповки
Каждый кузнечный цех имеет максимальный тоннаж пресса или энергию удара, который устанавливает верхний предел размеров деталей и напряжений, с которыми он может справиться. Подтвердите наибольший размер пресса поставщика в соответствии с прогнозируемой нагрузкой при штамповке вашей детали — программное обеспечение для моделирования (Deform, QForm) может оценить требуемый тоннаж в пределах ±15% точность. Внизу работает кузница 60% номинальной мощности на вашей работе имеет лучшую защиту матрицы и больший запас энергии, чем тот, кто работает на пределе.
Возможности термообработки и испытаний собственными силами или аутсорсингом
Многие небольшие кузницы передают термическую обработку и неразрушающий контроль на аутсорсинг. Это не является проблемой автоматически, но увеличивает время выполнения заказа и создает еще одно звено в цепи качества. Для критически важных применений убедитесь, что субподрядчик по термообработке аккредитован NADCAP (в аэрокосмической отрасли) или имеет эквивалентную квалификацию, а также что неразрушающий контроль выполняется сертифицированными специалистами уровня II или III в соответствии с ASNT SNT-TC-1A или EN ISO 9712.
Реалии времени выполнения заказа
Проектирование и изготовление нового штампа обычно занимает 6–16 недель в зависимости от сложности штампа, вместимости штамповочного цеха и того, используется ли отработка на основе моделирования. Производство и проверка первого изделия добавляют еще одну 4–8 недель для сертифицированных поковок. Бюджетирование менее всего 20 недель от выпуска чертежей до первых соответствующих деталей является оптимистичным для новой программы штамповки стали в закрытых штампах. Повторные заказы на существующие штампы могут быть доставлены всего за 4–8 недель в зависимости от графика работы печи и очередей послековочной обработки.
Минимальный объем заказа и амортизация оснастки
Оснастка закрытого типа для типичных затрат на компоненты автомобильного класса 20 000–80 000 долларов США . При небольших объемах эта стоимость доминирует над ценой за единицу продукции. Обычный анализ безубыточности: если стоимость инструмента составляет 40 000 долларов США, а тираж составляет 500 штук, инструмент добавляет 80 долларов США за штуку, что часто приемлемо. При заказе 5000 штук добавляется 8 долларов за штуку. При объеме производства 50 000 штук в год (как при серийном производстве автомобилей) стоимость оснастки практически не имеет значения по сравнению со стоимостью обработки детали. Обсудите владение инструментом и пожизненную гарантию (обычно 50 000–200 000 шт. для штампов H13 при штамповке стали) перед заключением долгосрочного договора на поставку.