Что такое ковка стали и как работает этот процесс
Стальная поковка — это производственный процесс, в котором твердым стальным заготовкам или стержням придают форму сжимающим усилием — с использованием молотков, прессов или штампов — для производства деталей с превосходными механическими свойствами по сравнению с литыми или обработанными альтернативами. В результате получается зернистая структура, повторяющая контуры детали, обеспечивающая прочность на растяжение обычно на 20–40 % выше, чем у эквивалентных компонентов из литой стали. Если вам нужны детали, выдерживающие усталостные, ударные или циклические нагрузки — шатуны, коленчатые валы, фланцы, шестерни — ковка обычно является наиболее надежным способом их получения.
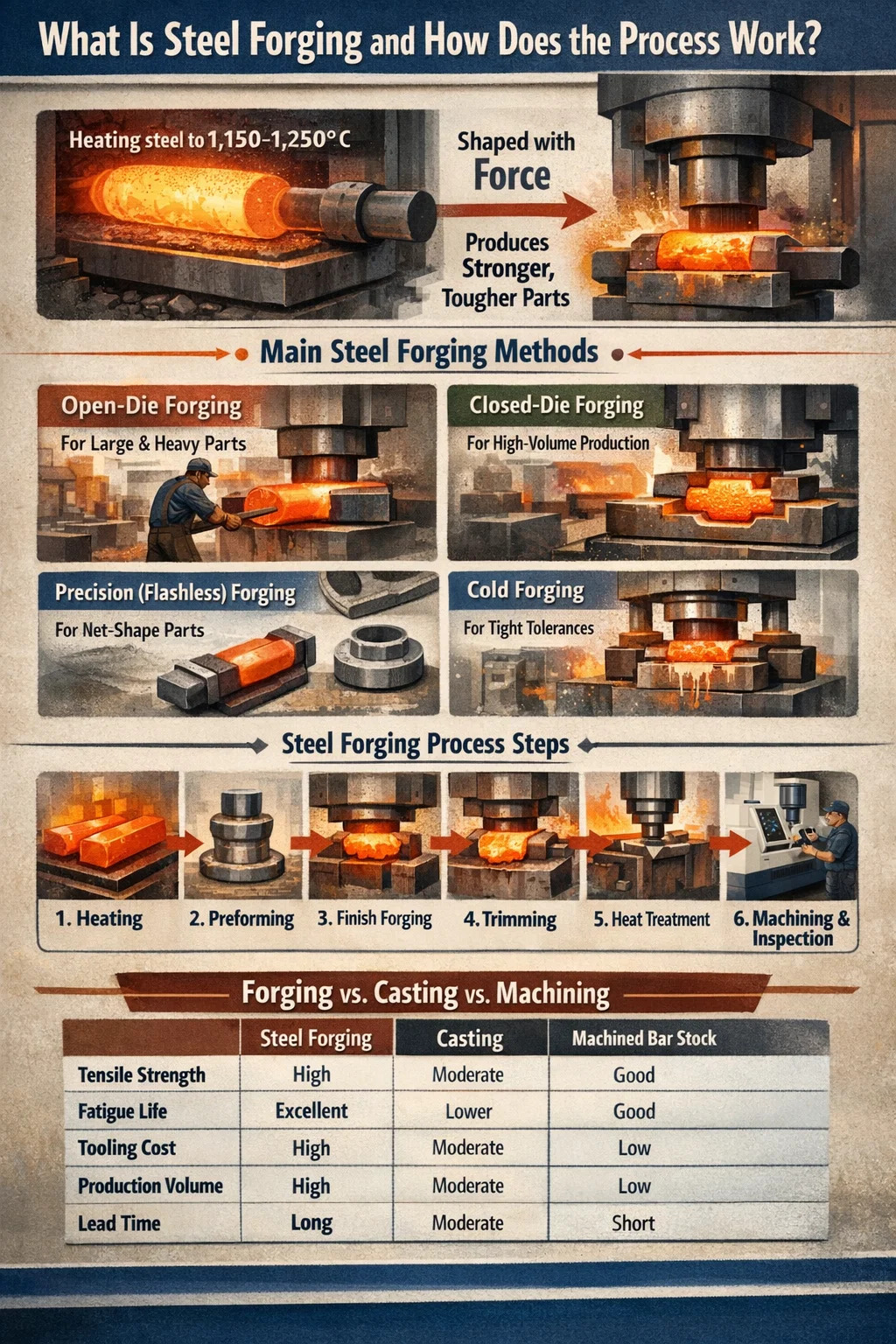
По своей сути процесс включает нагрев стали до определенного температурного диапазона (обычно от 1100°C до 1250°C для углеродистых и легированных сталей), а затем приложение силы для пластической деформации материала до желаемой формы. Повышенная температура снижает напряжение течения и улучшает пластичность, благодаря чему металлу легче придавать форму без образования трещин. После охлаждения кованая деталь подвергается последующей термообработке, механической обработке и проверке перед отправкой.
Ковка стали – это не единая технология. Он разветвляется на несколько различных методов, каждый из которых подходит для различной геометрии, объема и требований к допускам. Понимание того, как работает каждый метод — и где он не работает — является отправной точкой для любого инженера или покупателя, пытающегося сделать правильный выбор в проекте ковки.
Основные методы ковки стали и когда использовать каждый из них
Каждый метод ковки стали позволяет производить детали с различными допусками на размеры, состоянием поверхности и стоимостью оснастки. Неправильный выбор увеличивает стоимость, увеличивает время выполнения заказа или приводит к тому, что детали требуют чрезмерной вторичной обработки.
Открытая ковка
При ковке в открытых штампах (также называемой свободной ковкой или кузнечной ковкой) используются плоские матрицы или матрицы простой формы, которые не полностью охватывают заготовку. Сталь перемещается между штампами путем серии сжатий, растяжений и вращений. Этот метод используется для больших валов, цилиндров, колец и слитков — деталей, которые могут весить от нескольких килограммов до более 200 тонн.
Ковка в открытых штампах — лучший выбор, когда размер детали превышает возможности закрытых штампов или когда объемы производства слишком малы, чтобы оправдать дорогостоящую оснастку. Допуски на размеры шире (обычно ± 3–6 мм), поэтому после этого ожидается значительная механическая обработка. Такие марки стали, как нержавеющая сталь 4140, 4340 и 316, обычно обрабатываются таким способом в нефтегазовой, энергетической и тяжелой промышленности.
Ковка в закрытых штампах (ковка в штампах)
При ковке в закрытых штампах используется подобранный набор штампов с полостью, приблизительно повторяющей форму готовой детали. Нагретая заготовка помещается между матрицами и прикладывается усилие до тех пор, пока сталь полностью не заполнит полость, а избыток материала не вытечет в виде струи вокруг линии разъема. Позже вспышка отключается.
Этот метод обеспечивает более жесткие допуски (обычно ± 0,5–1,5 мм в зависимости от сложности и размера детали), лучшее качество поверхности и более стабильную геометрию, чем работа с открытым штампом. Затраты на оснастку высоки — полный комплект штампов для детали средней сложности может стоить 15 000–80 000 долларов и более, поэтому ковка в закрытых штампах имеет экономический смысл в первую очередь для средних и высоких объемов производства. Автомобильные шатуны, ступицы колес и корпуса клапанов — классические области применения.
Безвспышечная (прецизионная) ковка
Безоплавочная ковка исключает оплавление за счет точного контроля объема заготовки и геометрии матрицы, благодаря чему материал заполняет полость без перелива. В результате получается деталь чистой или почти чистой формы, требующая минимальной постковочной обработки. Достижимы допуски ±0,1–0,3 мм.
Этот процесс требует точной подготовки заготовок и более высоких инвестиций в оснастку, но экономия материала на 10–20 % по сравнению с обычной ковкой в штампах делает ее привлекательной для крупносерийного производства сложных деталей. такие как шестерни, конические шестерни и компоненты подвески.
Ковка рулонов
При валковой ковке нагретый стальной пруток проходит между двумя валками с фигурными канавками, одновременно уменьшая и удлиняя его поперечное сечение. Обычно он используется в качестве этапа предварительного формования перед ковкой в штампах, но также используется в качестве окончательного процесса для конических валов, листовых рессор и компонентов рельсов. Непрерывный характер процесса делает его высокоэффективным для удлиненных деталей.
Расстроенная ковка
Высаженная ковка увеличивает площадь поперечного сечения стального стержня или стержня за счет сжатия его вдоль оси, сокращения длины и увеличения диаметра в определенной зоне. Таким способом производятся болты, шпильки, клапаны и валы с фланцами. Высокоскоростные машины для высадки с высадкой могут производить тысячи деталей в час, что делает этот метод одним из наиболее производительных методов ковки крепежных изделий и аналогичного оборудования.
Холодная ковка
В отличие от описанных выше методов, холодная ковка выполняется при комнатной температуре или близкой к ней. В ходе процесса сталь затвердевает, что фактически увеличивает твердость и прочность поверхности. Допуски исключительно малы (±0,05–0,1 мм), а качество поверхности превосходно, что часто исключает необходимость точения или шлифования. Компромисс заключается в более высоких усилиях прессования и ограничениях на геометрию детали и марку стали. Для холодной ковки наиболее пригодны низкоуглеродистые и среднеуглеродистые стали.
Шаг за шагом: как осуществляется ковка стали на практике
Знание этапов процесса имеет значение, проектируете ли вы деталь на предмет ковкости или проверяете производственный цех поставщика. Вот как проходит стандартная последовательность операций штамповки стали в закрытых штампах от сырья до готовой детали.
- Выбор материала и подготовка заготовки: Соответствующая марка стали выбирается исходя из требований к механическим свойствам готовой детали. К распространенным маркам относятся 1045 (среднеуглеродистая, общепромышленная), 4140 (хромомолибденовая, высокопрочная), 4340 (никель-хромомолибденовая, аэрокосмическая) и нержавеющая 17-4 PH (коррозионностойкая, высокопрочная). Пруток или заготовка обрезаются до расчетного объема — немного большего размера, чтобы учесть блики и потерю окалины.
- Отопление: Заготовки загружаются в газовую или индукционную печь и доводятся до заданной температуры ковки. Для большинства углеродистых и легированных сталей она составляет 1150–1250°С. Равномерность температуры по поперечному сечению заготовки имеет решающее значение: температурный градиент более 50°C может привести к растрескиванию или неполному заполнению матрицы. Индукционный нагрев предпочтителен для точного контроля температуры и уменьшения образования накипи.
- Удаление накипи: В горячей стали во время нагрева образуется слой оксидной окалины. Перед ковкой окалина удаляется струями воды под высоким давлением (обычно 100–200 бар) или первым легким ударом по штампу, что разрушает окалину и предотвращает ее вдавливание в поверхность детали, вызывая дефекты поверхности.
- Предварительное формование (при необходимости): Сложные детали часто требуют одного или нескольких этапов предварительного формования, чтобы перераспределить металлическую массу ближе к окончательной форме перед окончательным штампованием. Это снижает износ матрицы и улучшает текучесть металла при финальном ударе. Предварительное формование осуществляется в отдельных полостях штампа на одном и том же прессе или молоте.
- Завершить ковку: Предварительно отформованная заготовка перемещается в полость чистовой матрицы и подвергается ударам — либо молотком (гравитационный или паровой молот, наносящий повторяющиеся удары), либо прессом (механический или гидравлический пресс, обеспечивающий контролируемый одиночный ход). Сталь полностью заполняет полость, а заусенец выдавливается вокруг линии разъема.
- Обрезка вспышки: Пока еще горячая (или после охлаждения, для обрезных прессов), поковка помещается в обрезной штамп, и заусенец штампуется одним ударом. Для прецизионных деталей обрезанную поковку можно повторно проковать в калибровочном штампе, пока она еще теплая, чтобы исправить любое пружинение и повысить точность размеров.
- Термическая обработка: В зависимости от марки стали и требований к конечным механическим свойствам кованые детали подвергаются нормализации, отжигу, закалке и отпуску или обработке на раствор и старению. Например, закалка и отпуск стали 4140 может повысить прочность на разрыв с 655 МПа (нормализованная) до более 1000 МПа.
- Обработка: Даже поковки почти чистой формы обычно требуют точения, фрезерования, сверления и шлифования на станке с ЧПУ для достижения окончательных допусков на размеры, качества поверхности и элементов (резьбы, отверстия, шпоночные канавки), которые невозможно выковать напрямую.
- Проверка и тестирование: Готовые поковки проверяются размерно (CMM или ручное измерение), визуально (поверхностные трещины, нахлесты, швы) и часто с помощью неразрушающего контроля — магнитопорошкового контроля (MPI) на наличие поверхностных дефектов, ультразвукового контроля (UT) на наличие внутренних пустот. Механические испытания образцов-купонов проверяют твердость, прочность на разрыв, ударную вязкость и усталостные характеристики.
Марки стали, обычно используемые в ковке, и их свойства
Выбор материала неотделим от процесса ковки. Марка стали определяет диапазон температур ковки, срок службы штампа, требуемую мощность пресса, термообработку после ковки и, в конечном итоге, характеристики готовой детали.
| Марка стали | Диапазон температур ковки | Предел прочности (Q&T) | Ключевые приложения |
|---|---|---|---|
| АИСИ 1045 | 1150–1230°С | ~570–700 МПа | Валы, шестерни, муфты |
| АИСИ 4140 | 1100–1230 °С | ~900–1100 МПа | Фланцы, утяжеленные бурильные трубы, оси |
| АИСИ 4340 | 1100–1200 °С | ~1000–1500 МПа | Шасси, коленчатые валы, авиакосмическая промышленность |
| Нержавеющая сталь AISI 316 | 1149–1260 °С | ~515–690 МПа | Клапаны, фитинги, судовое оборудование |
| F51 Дуплекс СС | 1050–1150 °С | ~620–880 МПа | Подводные компоненты, химический завод |
| 17-4 PH нержавеющая сталь | 1040–1150 °С | ~930–1310 МПа | Аэрокосмическая, медицинская промышленность, валы насосов |
Одно практическое замечание по ковке нержавеющей стали: аустенитные марки, такие как 316, имеют более высокое напряжение текучести, чем углеродистые стали, а это означает, что прессу требуется большая мощность для изготовления детали того же размера. Они также более склонны к деформационному упрочнению, что может привести к растрескиванию, если неправильный повторный нагрев между проходами. Дуплексные сплавы еще более чувствительны к температуре — работа за пределами узкого окна ковки может дестабилизировать ферритно-аустенитный баланс и ухудшить коррозионную стойкость.
Ключевые правила проектирования ковочных стальных деталей
Детали, спроектированные без учета ковки, часто обходятся значительно дороже в производстве или не позволяют воспользоваться структурными преимуществами этого процесса. Применение этих принципов проектирования с самого начала позволяет избежать дорогостоящих изменений в дальнейшем.
Углы уклона
Все вертикальные поверхности при ковке в закрытом штампе нуждаются в угле наклона, чтобы деталь можно было вытолкнуть из штампа. Стандартная вытяжка стальных поковок 5–7° на внешних поверхностях и 7–10° на внутренних поверхностях. . Функции нулевой или отрицательной тяги требуют более сложной оснастки с выталкивающими штифтами или разъемными матрицами, что значительно увеличивает стоимость.
Скругление и угловые радиусы
Острые внутренние углы создают концентрацию напряжений как в штампе, так и в готовой детали. Минимальный внутренний радиус скругления 3 мм является практической отправной точкой, в зонах с большой нагрузкой предпочтительнее 6 мм или больше. Радиус внешнего угла должен быть не менее 1,5 мм. Детали с правильными скруглениями демонстрируют увеличение усталостной долговечности до 3 раз по сравнению с деталями с резкими переходами.
Размещение линии разъема
Линия разъема – это место встречи двух половин кубика. Его следует размещать в самом большом поперечном сечении детали, чтобы минимизировать глубину штампа и заусенец. Прямая плоская линия пробора – самый простой и дешевый вариант. Изогнутые или наклонные линии разъема усложняют оснастку, но могут быть необходимы для определенных геометрических форм.
Изменение толщины секции
Большие различия в толщине поперечного сечения в пределах одной детали создают неравномерность течения металла во время ковки. Тонкие секции заполняются быстрее и остывают быстрее, чем толстые, что приводит к недоливу или растрескиванию. Как правило, соотношение максимальной и минимальной толщины стенок стальной поковки не должно превышать 4:1 без тщательного проектирования заготовки для предварительного распределения материала.
Направление потока зерна
Одним из наиболее значительных преимуществ ковки стали перед литьем или обработкой прутков является способность выравнивать поток зерна по направлению наибольшего напряжения в процессе эксплуатации. Шатун, откованный с продольным потоком зерен вдоль оси стержня, имеет гораздо лучшую усталостную прочность, чем шатун, изготовленный из прутковой заготовки, где зерно проходит поперечно поперек критических сечений. Спроектируйте деталь так, чтобы основная ось нагрузки совпадала с основным направлением ковки.
Ковка стали, литье и обработка из пруткового проката
Инженеры часто сталкиваются с выбором между ковкой, литьем и механической обработкой при выборе маршрута производства деталей из конструкционной стали. Каждый метод имеет свой профиль производительности и стоимости.
| Критерий | Стальная ковка | Кастинг | Обработанный пруток |
|---|---|---|---|
| Предел прочности | Высокое (очищенное зерно) | Умеренный (риск пористости) | Хорошо (зависит от класса) |
| Усталость жизни | Отлично | Нижний (внутренние дефекты) | Хорошо, если зерна выровнены |
| Геометрическая сложность | Умеренный | Высокий | Высокий (CNC) |
| Стоимость оснастки | Высокий (dies) | Умеренный (patterns/molds) | От низкого до нулевого |
| Стоимость единицы продукции при больших объемах | Низкий | Низкий to moderate | Высокий (material waste) |
| Внутренние дефекты | Минимальный (пустоты закрыты) | Возможно (усадка, пористость) | Зависит от качества бруска |
| Срок выполнения (прототип) | Длинный (производство штампов) | Умеренный | Короткий |
Решение обычно сводится к трем факторам: годовой объем производства, требуемые механические характеристики и сложность детали. Для деталей со сложными внутренними проходами или подрезами литье часто выигрывает только за счет геометрии. Для крупносерийных конструкционных деталей в автомобильной, аэрокосмической или нефтегазовой отрасли ковка почти всегда выигрывает по производительности и стоимости жизненного цикла. Обработка заготовки из прутков наиболее целесообразна для прототипов, очень небольших партий или деталей, которые слишком малы для экономичной штамповки.
Распространенные дефекты при ковке стали и способы их предотвращения
Даже при правильных технологических параметрах в стальных поковках могут возникать дефекты, нарушающие структурную целостность. Знание того, что является причиной каждого дефекта и как его обнаружить на ранней стадии, позволяет предотвратить дорогостоящие сбои на местах.
Круги и складки
Нахлесты образуются, когда поверхностная складка или выступ загибаются и вдавливаются в поверхность детали без склеивания. Они выглядят как линейные дефекты поверхности, обычно идущие параллельно линии разъема. Основной причиной обычно является неправильная форма заготовки, чрезмерный заусенец или плохое распределение потока металла в матрице. Магнитопорошковый контроль надежно обнаруживает неровности на поверхности. Для предотвращения этого требуется правильная конструкция преформ и оптимизация полости матрицы.
Недополнение
Недостаточное заполнение означает, что полость штампа не была полностью заполнена сталью во время ковки, в результате чего на поверхности детали остались неглубокие впадины. Причины включают недостаточный вес заготовки, слишком низкую температуру ковки, чрезмерный облом, из-за которого материал вытекает до заполнения полости, или недостаточную мощность пресса. В большинстве случаев при проверке размеров выявляют недополнение, но лучше выявлять это при первом производственном цикле с помощью выборки секций.
Крекинг
Поверхностные трещины возникают, когда сталь куют при слишком низкой температуре (ниже диапазона перехода от пластичного к хрупкому), когда скорость деформации слишком высока или когда сталь имеет избыточное содержание серы или фосфора, способствующее горячеломкости. Внутренние трещины (дефекты разрыва) возникают при возникновении растягивающих напряжений в сердечнике при ковке, часто в тяжелых сечениях. Поддержание температуры ковки выше 1050°C для большинства легированных сталей и предотвращение чрезмерного обжатия за проход предотвращает большинство дефектов растрескивания.
Обезуглероживание
Длительное воздействие воздуха при высоких температурах приводит к диффузии углерода из поверхностного слоя стали, создавая мягкую зону с низким содержанием углерода, которая снижает твердость и сопротивление усталости. Глубина обезуглероживания 0,3–0,8 мм нередка в деталях, нагреваемых в открытых печах. Использование печей с контролируемой атмосферой или индукционного нагрева значительно снижает обезуглероживание, а механическая обработка поврежденного слоя является стандартным средством устранения проблемы, когда оно все же происходит.
Сдвиг штампа
Смещение штампа происходит, когда верхняя и нижняя половины штампа не совпадают во время ковки, в результате чего деталь смещается по линии разъема. Смещение даже на 0,5 мм может привести к тому, что деталь не сможет пройти проверку размеров. Регулярные проверки выравнивания матрицы и правильное обслуживание установочных шпонок предотвращают этот дефект на производстве.
Отрасли промышленности, которые полагаются на ковку стали и почему
Спрос на стальную поковку обусловлен отраслями, где разрушение конструкции недопустимо. Понимание того, где и почему применяется ковка, помогает покупателям оправдать инвестиции в инструменты и помогает инженерам обосновать преимущества ковки перед конкурирующими процессами.
- Автомобильная промышленность: Шатуны, коленчатые валы, поворотные кулаки, ступицы колес, распределительные валы и шестерни трансмиссии почти всегда изготавливаются коваными. Типичный легковой автомобиль содержит 35–45 кг кованых стальных деталей. Усталость и ударопрочность кованой стали являются причиной того, что эти критически важные для безопасности компоненты не отливаются.
- Нефть и газ: Буровые долота, утяжеленные бурильные трубы, компоненты противовыбросовых превенторов, корпуса клапанов, фланцы (ANSI/ASME B16.5) и подводные соединители требуют ковки, чтобы выдерживать экстремальное забойное давление (рабочее давление до 15 000 фунтов на квадратный дюйм в некоторых случаях) и агрессивные среды. Стандарты ASME/ANSI и API требуют ковки многих из этих компонентов.
- Аэрокосмическая промышленность: Стойки шасси, крепления крыла, опоры двигателя и диски турбины откованы из высокопрочных легированных сталей и суперсплавов. Строгие требования аэрокосмической отрасли к отслеживаемости, сертифицированным отчетам об испытаниях материалов и неразрушающему контролю делают ковку стандартным выбором для структурных компонентов планера.
- Производство электроэнергии: Роторы паровых турбин, валы генераторов и головки сосудов под давлением на атомных и обычных электростанциях относятся к числу крупнейших производимых поковок — отдельные поковки в открытом штампе могут весить 150–300 тонн. Целостность материала, необходимая для компонентов, работающих в условиях комбинированных термических и механических напряжений в течение 30–60 лет, достижима только путем контролируемой ковки и термической обработки.
- Горнодобывающее и строительное оборудование: Звенья гусеницы бульдозера, пальцы ковша экскаватора, молоты камнедробилки и буровые штанги подвергаются сильным ударам и абразивному износу. Поковки из высокомарганцевой и низколегированной стали сопротивляются деформации и разрушению в этих условиях гораздо лучше, чем литые альтернативы.
- Защита: Артиллерийские снаряды, бронебойные снаряды, детали гусениц танков и стволы орудий производятся в соответствии с военными спецификациями, требующими особой твердости, ударной вязкости и постоянства размеров, которые не могут быть достигнуты другими процессами.
Стандарты качества и сертификаты для стальных поковок
Покупка стальных поковок без ссылки на применимые стандарты подвергает покупателей риску изменения качества и несоответствующих деталей. Прежде чем писать заказ на поставку, следует знать основные стандарты, регулирующие качество поковки стали.
- АСТМ А668/А668М: Стандартные спецификации для поковок из углеродистой и легированной стали для общепромышленного использования. Охватывает восемь классов с требованиями к механическим свойствам от прочности на разрыв от 485 МПа (Класс D) до 830 МПа (Класс L).
- АСТМ А182: Охватывает фланцы труб из кованых или катаных сплавов и нержавеющей стали, кованые фитинги и клапаны, предназначенные для эксплуатации при высоких температурах. Широко используется в спецификациях нефтегазовой и химической переработки.
- АСТМ А105: Стандарт для поковок из углеродистой стали, предназначенных для трубопроводов при температуре окружающей среды и при более высоких температурах. Это одна из наиболее часто используемых спецификаций для фланцев и фитингов в промышленных трубопроводных системах.
- API 6А/6Д: Стандарты Американского института нефти для устьевого и рождественского оборудования (6A) и трубопроводной арматуры (6D). Эти стандарты определяют классы материалов, требования к испытаниям и документацию по отслеживанию кованых компонентов, используемых при работе с углеводородами.
- AMS (Спецификации материалов для аэрокосмической промышленности): Стандарты SAE AMS, такие как AMS 2750 (пирометрия для термообработки) и марки AMS для конкретных материалов (например, AMS 6414 для стали 4340), регулируют поковки для аэрокосмической промышленности. Соответствие требованиям требует документированной калибровки печи, сертифицированных протоколов испытаний материалов и первой проверки изделия.
- ИСО 9001/IATF 16949: Сертификация системы менеджмента качества для поставщиков общепромышленной (ISO 9001) и автомобильной (IATF 16949) поковок. Эти сертификаты указывают на то, что поставщик использует документированную систему качества, но сами по себе не гарантируют соответствие продукции конкретным механическим характеристикам.
Всегда запрашивайте отчеты об испытаниях материалов (MTR), отчеты о проверке размеров и отчеты о неразрушающих испытаниях при каждой поставке поковок. Для критически важных применений контрольные испытания в кузнечном цехе являются стандартной практикой в авиакосмической и ядерной сфере.
Часто задаваемые вопросы о ковке стали
Каков минимальный объем заказа стальных поковок в штампах?
Большинство мастерских по кузнечной штамповке устанавливают минимальный объем заказа (MOQ) в размере 100–500 штук для новых проектов оснастки, хотя это зависит от размера и сложности детали. Для небольших и простых деталей некоторые магазины рассматривают возможность пробной партии из 50 деталей. Основным ограничением является высокая стоимость оснастки: стоимость штампа, разделенная на меньшее количество деталей, значительно увеличивает стоимость единицы продукции. Для поковок в открытых штампах практически не существует минимального минимального заказа, поскольку не требуется специального инструмента.
Сколько времени занимает изготовление стальных поковок?
Для поковок в закрытых штампах с использованием нового инструмента время выполнения заказа обычно составляет 10–16 недель: 4–6 недель на проектирование и изготовление штампов, 1–2 недели на испытания штамповки первых изделий и 2–4 недели на термообработку и механическую обработку производственных деталей. Поковка крупных деталей в открытых штампах может занять 8–20 недель в зависимости от мощности кузнечного цеха и наличия стальных заготовок. Повторные заказы на существующие штампы обычно составляют 4–8 недель.
Можно ли выковать нержавеющую сталь на том же оборудовании, что и углеродистую сталь?
Да, используются те же молоты и прессы, но нержавеющая сталь — особенно аустенитные марки — требует более высоких усилий ковки, чем углеродистая сталь при эквивалентных температурах, из-за ее более высокого напряжения текучести. Пресс, рассчитанный на определенный размер детали из углеродистой стали, возможно, придется снизить номинальные характеристики или разделить деталь на более мелкие операции при переходе на нержавеющую сталь. Срок службы штампа также обычно короче при ковке нержавеющей стали из-за более высокого давления на границе раздела и абразивной оксидной окалины.
Отличается ли теплая ковка от горячей?
Да. Теплая ковка выполняется в диапазоне температур между холодной и горячей ковкой - обычно 650–950 ° C для стали. При этих температурах напряжение течения ниже, чем при комнатной температуре (что облегчает формовку), но в стали не образуется тяжелая оксидная окалина, наблюдаемая при горячей ковке. Результатом является лучшее качество поверхности и более жесткие допуски, чем при горячей ковке, при меньших усилиях прессования, чем при холодной ковке. Теплая ковка используется для деталей средней сложности, где качество поверхности важно, но усилия холодной ковки были бы непрактично высокими.
Как правильно указать поковку на чертеже?
Полная спецификация поковки на чертеже должна включать в себя: марку стали (обозначение ASTM, AISI или AMS), условия термообработки и требуемую твердость или предел текучести/растяжения, требования к углу уклона, минимальные радиусы скруглений и углов, чистоту поверхности (значение Ra) для поверхностей после ковки, допустимое удлинение наплава на линии разъема, требуемые методы неразрушающего контроля (MPI, UT) и критерии приемки, а также применимые требования к отчету об испытаниях материала. Ссылка на применимый стандарт ASTM (например, ASTM A668, класс F) четко связывает воедино все требования к материалам и испытаниям.