Стальная поковка является одним из старейших и наиболее надежных процессов металлообработки в производстве. Краткий ответ на вопрос, какие виды ковочной стали существуют: углеродистая сталь, легированная сталь, нержавеющая сталь, инструментальная сталь и микролегированная сталь — это пять основных категорий, используемых при ковке промышленной стали. Каждый тип отвечает определенным механическим и экологическим требованиям, и выбор неправильного типа может привести к преждевременному выходу из строя, угрозе безопасности или ненужному перерасходу средств.
В этой разбивке подробно рассматривается каждая категория — что отличает их, где они работают лучше всего и как на самом деле выглядят цифры, когда вы сравниваете предел текучести, твердость и диапазон применения.
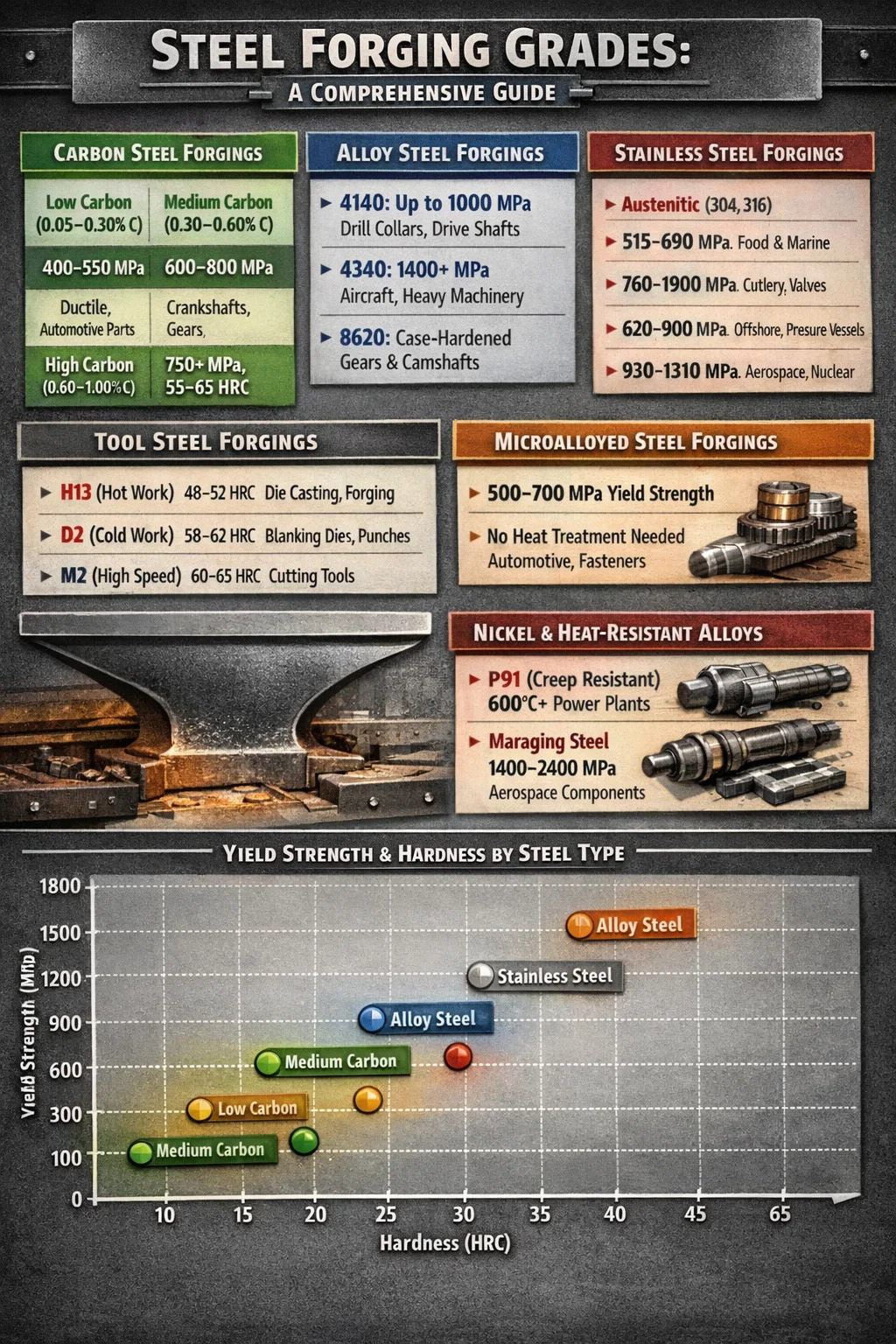
Поковки из углеродистой стали: рабочая лошадка в отрасли
На углеродистую сталь приходится большая часть всей продукции штамповки стали в мире. Он подразделяется на три подгруппы в зависимости от содержания углерода, и это процентное содержание углерода оказывает прямое и измеримое влияние на прочность, твердость и пластичность.
Низкоуглеродистая сталь (0,05–0,30 % C)
Поковки из низкоуглеродистой стали обладают высокой пластичностью и легко обрабатываются. Предел прочности обычно составляет от 400 до 550 МПа. Эти поковки обычно используются для изготовления конструктивных элементов, деталей автомобильного кузова и болтов общего назначения. Они плохо поддаются термической обработке для закалки, но легко свариваются и подвергаются механической обработке.
Среднеуглеродистая сталь (0,30–0,60 % C)
Это наиболее распространенный диапазон. Среднеуглеродистые марки, такие как AISI 1040 и AISI 1045, обеспечивают сильный баланс между прочностью и ударной вязкостью. Термическая обработка может повысить предел текучести выше 600 МПа. Область применения включает коленчатые валы, шатуны, оси, шестерни и железнодорожные компоненты. AISI 1045, возможно, является наиболее часто используемой маркой поковок из среднеуглеродистой стали в общем машиностроении.
Высокоуглеродистая сталь (0,60–1,00 % C)
Высокоуглеродистые поковки обеспечивают превосходную твердость и износостойкость, но они более хрупкие и с ними трудно работать. Они используются для изготовления пружин, режущих инструментов, тросов и рельсовой стали. Значения твердости обычно достигают 55–65 HRC после соответствующей термообработки, что делает их непригодными для применения в тяжелых условиях без тщательного проектирования.
Поковки из легированной стали: повышение производительности за счет химии
Поковки из легированной стали содержат преднамеренные добавки хрома, молибдена, никеля, ванадия или марганца сверх количества, содержащегося в углеродистой стали. Эти добавки изменяют прокаливаемость, ударную вязкость при повышенных температурах и устойчивость к усталости и коррозии. Общее содержание легирующих элементов обычно составляет от 1% до 5%.
Наиболее часто встречающиеся марки легированной стали для поковки включают:
- 4140 (Cr-Mo сталь): Предел прочности до 1000 МПа в закаленном и отпущенном состоянии. Используется в утяжеленных буровых установках для добычи нефти и газа, оборонных компонентах и приводных валах автомобилей.
- 4340 (сталь Ni-Cr-Mo): Одна из самых прочных широко используемых легированных сталей, предел прочности на разрыв которой превышает 1400 МПа, достигаемый за счет термической обработки. Встречается в шасси самолетов, тяжелых коленчатых валах и высокопроизводительных полуосях.
- 8620: Цементируемая марка, популярная для зубчатых колес и распределительных валов, где одновременно необходимы прочная сердцевина и твердая поверхность.
- EN36 и EN24: Распространен в британских и европейских спецификациях для поковок тяжелого машиностроения, таких как валы турбин и компоненты атомных электростанций.
Преимущество поковки легированной стали перед углеродистой сталью заключается в глубине прокаливаемости. Пруток 4140 диаметром 100 мм можно подвергнуть сквозной закалке до однородной микроструктуры, тогда как простая углеродистая сталь того же диаметра будет иметь заметное падение твердости от поверхности к сердцевине.
Поковки из нержавеющей стали: коррозионная стойкость при механической нагрузке
Поковки из нержавеющей стали содержат минимум 10,5% хрома по весу, который образует пассивный оксидный слой, устойчивый к окислению и коррозии. Процесс ковки уточняет зернистую структуру нержавеющей стали до такой степени, что литье не может воспроизвести ее, создавая компоненты с превосходной усталостной прочностью и ударной вязкостью.
Основные семейства, используемые при ковке нержавеющей стали:
| Семья | Общие оценки | Типичная прочность на разрыв | Ключевое приложение |
|---|---|---|---|
| Аустенитный | 304, 316, 321 | 515–690 МПа | Химическая обработка, пищевое оборудование, морское судоходство |
| Мартенситный | 410, 420, 440С | 760–1900 МПа | Столовые приборы, клапаны, валы насосов, хирургические инструменты |
| Дуплекс | 2205, 2507 | 620–900 МПа | Морская нефть, опреснение, сосуды под давлением |
| Закаленный осадками | 17-4 ПН, 15-5 ПН | 930–1310 МПа | Аэрокосмическая, ядерная, высокопроизводительная арматура |
Поковка из нержавеющей стали 316L особенно распространена в фармацевтической и пищевой промышленности, поскольку низкое содержание углерода сводит к минимуму риск сенсибилизации во время сварки, а добавление молибдена (2–3%) значительно улучшает стойкость к точечной коррозии в хлоридных средах. Дуплексная марка 2205 обеспечивает примерно в два раза больший предел текучести, чем 316L, при минимальном давлении около 450 МПа, что позволяет создавать конструкции с более тонкими стенками и уменьшать вес компонентов без ущерба для срока службы.
Поковки из инструментальной стали: чрезвычайная твердость для обработки и резки
Инструментальные стали специально разработаны для сохранения своей твердости и формы в условиях экстремальных механических напряжений, истирания и нагрева. Инструментальные стали, изготовленные методом ковки, приобретают изысканную, однородную зернистую структуру, которая значительно превосходит по сроку службы литые или прокатанные альтернативы в требовательных инструментах.
Поковки инструментальной стали группируются по системе классификации AISI:
- Серия H (инструментальная сталь для горячих работ): Такие марки, как H13 и H11, разработаны таким образом, чтобы противостоять размягчению при температуре выше 500°C. H13 является мировым стандартом для штампов для литья под давлением, экструзионных инструментов и самих штампов для горячей ковки. После термообработки он достигает 48–52 HRC, сохраняя при этом достаточную ударную вязкость, чтобы выдержать повторные термические циклы.
- Серия D (холодная обработка, высокое содержание хрома): D2 содержит примерно 12% хрома и 1,5% углерода, что придает ему исключительную износостойкость при комнатной температуре. Он используется для вырубных штампов, формовочных инструментов и пуансонов, где точность размеров при очень больших объемах производства имеет решающее значение.
- Серия M (быстрорежущая сталь): M2 и M42 сохраняют свою режущую кромку при температурах, при которых инструменты из углеродистой стали потеряли бы всю твердость. Сочетание вольфрама, молибдена и кобальта придает M42 преимущество в горячей твердости, что делает его незаменимым в сверлах, метчиках, фрезах и протяжках.
- P-серия (стальная пресс-форма): Разработанная для литьевых форм пластмасс, P20 является одной из наиболее широко используемых сталей для кованых форм. Обычно он поставляется в предварительно закаленном состоянии при твердости 28–34 HRC, что исключает необходимость термической обработки после механической обработки.
Ковка инструментальных сталей требует точного контроля температуры. Например, H13 необходимо ковать при температуре от 1010°C до 1150°C и медленно охлаждать после ковки, чтобы избежать растрескивания. Неправильная практика ковки приводит к появлению остаточных напряжений и крупных карбидных сеток, которые резко снижают ударную вязкость.
Поковки из микролегированной стали: эффективность, близкая к конечной форме, без термообработки
Микролегированные стали, также называемые HSLA (высокопрочные низколегированные стали) в контексте ковки, представляют собой современное инженерное решение, которое сочетает в себе формуемость углеродистой стали с уровнями прочности, которые ранее требовали легированной стали и термообработки после ковки. Ключевыми добавками являются ванадий (0,05–0,15 %), ниобий (0,02–0,05 %) и титан в очень небольших количествах, которые при контролируемом охлаждении выделяются в виде мелких карбидов и нитридов.
Основным коммерческим преимуществом является то, что поковки из микролегированной стали могут достигать предела текучести 500–700 МПа без закалки и отпуска, что исключает значительные затраты и время в производственном цикле. Именно по этой причине производители автомобилей широко используют микролегированные сплавы для изготовления шатунов, коленчатых валов и поворотных кулаков.
К распространенным маркам микролегированных поковок относятся 38MnVS6, 46MnVS3 и SAE 1548V. Эти марки разработаны таким образом, что операция ковки и последующее контролируемое воздушное охлаждение достигают окончательных механических свойств за один термический цикл, заменяя две отдельные операции в печи. При крупносерийной автомобильной штамповке это приводит к экономии энергии до 30 % на деталь по сравнению с методами закалки и отпуска.
Одним из ограничений является то, что микролегированные стали имеют более узкие технологические окна, чем обычные легированные стали. Температуру окончательной ковки необходимо тщательно контролировать — обычно между 900°C и 1050°C — чтобы обеспечить правильное дисперсионное твердение во время охлаждения. Любое отклонение от целевой микроструктуры приводит к непредсказуемым механическим свойствам и потенциальной браковке всей партии штамповки.
Поковки из жаропрочной стали на основе никеля для экстремальных условий эксплуатации
Помимо стандартных классификаций, существует специальная категория поковок из жаростойкой и никельсодержащей стали для применений, где рабочие температуры превышают пределы, которые могут выдерживать обычные легированные стали. К ним относятся жаропрочные стали для производства электроэнергии и дисков аэрокосмических турбин, а также мартенситностареющие стали для сверхвысокопрочных конструкций.
Жаростойкие стальные поковки
Такие марки, как P91 (9Cr-1Mo-V) и P92, широко используются в кованых паровых коллекторах, корпусах клапанов и корпусах турбин угольных и газовых электростанций, работающих при температурах выше 600°C. Поковки P91 спроектированы так, чтобы противостоять ползучести — медленной, зависящей от времени деформации под постоянной нагрузкой и высокой температурой — с минимальным сроком службы при ползучести 100 000 часов в рабочих условиях. Содержание хрома также обеспечивает стойкость к окислению, с которой простая углеродистая сталь не может сравниться при температуре выше 450°C.
Стареюще-стареющие стали
Стареюще-стареющие стали содержат 18% никеля и очень низкое содержание углерода, что обеспечивает их чрезвычайную прочность — достижимы пределы текучести от 1400 до более 2400 МПа. — от выделения интерметаллидов при старении и термообработке. Кованые компоненты из мартенситностареющей стали используются в корпусах авиационных ракетных двигателей, тормозных устройствах самолетов и сверхвысокопрочных инструментах. Несмотря на свою прочность, они остаются достаточно прочными и могут подвергаться механической обработке до старения, оставаясь при этом в относительно мягком состоянии.
Как процесс ковки стали влияет на свойства материала в зависимости от типа стали
Сам процесс ковки — будь то открытая матрица, закрытая матрица, кольцевая прокатка или изотермическая ковка — по-разному взаимодействует с каждым типом стали. Понимание этих взаимодействий помогает объяснить, почему нельзя разделить выбор материала и выбор процесса.
При ковке стали в закрытых штампах к ограниченной заготовке прикладывают высокие силы деформации, в результате чего получаются детали почти чистой формы с непрерывным потоком зерен, повторяющим геометрию детали. Этот поток зерен отвечает за преимущество поковок в усталостной и ударной стойкости по сравнению с обработанными прутьями или отливками. Шатун, изготовленный из прутковой заготовки, прерывает поток зерна на каждой обрабатываемой поверхности; кованый шатун сохраняет целостность зерен от начала до конца.
Диапазон температур ковки значительно различается в зависимости от типа стали:
- Углеродистые и низколегированные стали: обычно 1100–1250 °C для горячей ковки.
- Нержавеющие стали (аустенитные): 1100–1200 °C, с более медленным охлаждением во избежание сенсибилизации.
- Инструментальные стали: 1010°C – 1150°C с обязательным медленным охлаждением в печи или изолирующей среде.
- Стареюще-стареющие стали: 1100–1200°С, состаренные после ковки при 480°С в течение 3–6 часов.
- Дуплексная нержавеющая сталь: 1100–1180 °C с последующей закалкой в воде для поддержания фазового баланса.
Теплая ковка, выполняемая при температуре примерно от 650°C до 950°C, набирает обороты для среднеуглеродистых сталей и микролегированных марок, где требуются более жесткие допуски на размеры, чем можно достичь при горячей ковке, без высоких требований к усилию прессования, характерных для холодной ковки. Холодная ковка стали, обычно предназначенная для марок с низким содержанием углерода, обеспечивает наилучшее качество поверхности и точность размеров, но требует значительно более высокого давления ковки.
Выбор подходящей марки поковки стали: практические основы
Выбор правильной марки ковочной стали требует баланса нескольких конкурирующих факторов. Ни один сорт не оптимизирует все свойства одновременно. Следующая структура отражает переменные решения, наиболее важные для промышленных приложений:
- Механические требования: Определите минимальный предел текучести, твердость, энергию удара (значения Шарпи) и усталостную долговечность. Это сразу сужает категорию — если нужен предел текучести 1200 МПа, углеродистую сталь исключают; если 400 МПа достаточно, легированная сталь является ненужной затратой.
- Воздействие окружающей среды: Хлоридная среда исключает использование большинства углеродистых и низколегированных сталей без покрытия. Повышенная рабочая температура исключает использование углеродистой стали выше примерно 400°C и требует использования хромсодержащих жаростойких марок.
- Размер сечения и прокаливаемость: Для поковок большого поперечного сечения (диаметром более 100 мм), эксплуатируемых в ответственных условиях, требуются легированные стали с достаточной прокаливаемостью для достижения однородных свойств по всему сечению. Углеродистая сталь будет иметь твердый корпус и мягкую сердцевину в толстых секциях.
- Обрабатываемость и последующая обработка: Если за ковкой следует обширная механическая обработка, марки с добавлением серы для обеспечения свойств свободной обработки сокращают время цикла, хотя и за счет поперечной прочности.
- Объем и стоимость: При очень больших объемах производства микролегированные марки, исключающие послековочную термообработку, обеспечивают значительное снижение затрат. Для небольших партий специальных деталей стоимость термообработки составляет меньшую долю от общей стоимости детали, поэтому более целесообразными являются марки сплавов с высокими эксплуатационными характеристиками.
На практике большинство инженеров следуют применимым нормам проектирования, таким как ASME, EN 10250 или ASTM A668, которые определяют допустимые материалы для конкретных категорий применения. Эти нормы сужают выбор до короткого списка квалифицированных марок поковок стали, которые были проверены для соответствующих условий эксплуатации на основе многолетнего опыта эксплуатации и стандартизированных испытаний.
Использование отраслевых марок стали для поковки
Различные отрасли сошлись во мнениях относительно предпочтительных стальных кузнечных материалов, основываясь на десятилетиях данных о производительности и нормативных требованиях. Понимание этих отраслевых норм обеспечивает практическую отправную точку для работы над спецификациями.
Автомобильная ковка стали
Автомобильный сектор потребляет самый большой объем стальных поковок в мире. Коленчатые валы легковых автомобилей преимущественно куют из среднеуглеродистых микролегированных сталей (38МнВС6) или стали закалки и отпуска 1045. В коленчатых валах тяжелых грузовиков используются стали 4340 или аналогичные стали из сплава никеля, хрома и молибдена, обеспечивающие превосходные усталостные характеристики при более высоких удельных мощностях. Шатуны существенно перешли на конструкцию с разъемным изломом, в которой используется высокоуглеродистая сталь C70S6, что позволяет отломать крышку после ковки, а затем снова собрать с необычайной точностью — исключение операций механической обработки и снижение себестоимости изготовления шатунов примерно на 15–20 %. по сравнению с традиционным фрезерованием и шлифованием.
Поковки из нефтегазовой стали
В кислых средах, где присутствует сероводород, предъявляются особенно строгие требования к ковке стали. NACE MR0175/ISO 15156 регулирует выбор материалов для работы в кислых средах и ограничивает твердость максимум 22 HRC для большинства углеродистых и низколегированных сталей, чтобы предотвратить сульфидное растрескивание под напряжением. F22 (2,25Cr-1Mo) и F5 (5Cr-0,5Mo) — это стандартные марки сплавов для поковок корпусов клапанов и фланцев, применяемых при высоких температурах и давлениях, а также на устьевых участках скважин и трубопроводах.
Поковки из аэрокосмической стали
Детали шасси относятся к числу наиболее сложных по конструкции стальных поковок. Сталь 300М (модифицированная 4340 с добавками кремния и ванадия) является преобладающим материалом шасси, предел прочности которого достигает 1930 МПа или выше. AerMet 100 и другие сверхвысокопрочные стали обеспечивают прочность на разрыв выше 1965 МПа, одновременно улучшая вязкость разрушения по сравнению с более ранними высокопрочными марками. Каждая поковка в аэрокосмической отрасли подвергается 100% ультразвуковому контролю и зачастую магнитопорошковому контролю с возможностью отслеживания плавления плавки и требуемой партии поковки.
Производство электроэнергии и ядерная поковка
Поковки роторов больших турбин весят от 5 до 200 тонн и производятся из низколегированных сталей, таких как 26NiCrMoV11-5 или 30CrMoNiV5-11. Эти поковки требуют строго контролируемого содержания серы и фосфора (обычно ниже 0,005% каждого) для обеспечения высокой ударной вязкости при рабочей температуре турбины. В поковках корпуса ядерного реактора используется марка A508 класса 3 (эквивалент 20MnMoNi4-5 в европейских стандартах), марка с длительной историей нормативных проверок и обширной документацией по Шарпи и вязкости разрушения, требуемой нормами ядерной безопасности.
Стандарты качества и испытания стальных поковок
Независимо от марки поковки стали, обеспечение качества осуществляется по единой схеме, регулируемой международными стандартами. Наиболее часто упоминаемые стандарты для стальных поковок включают ASTM A668 (поковки из легированной стали общего назначения), ASTM A182 (фланцы и фитинги из легированной стали), EN 10250 (стальные поковки с открытой матрицей для общего машиностроения) и API 6A (устьевое и елочное оборудование).
Стандартные проверки качества компонентов из кованой стали включают:
- Механические испытания: Растяжение, текучесть, удлинение, уменьшение площади и ударная вязкость по Шарпи (при определенных температурах до -196°C в некоторых криогенных применениях)
- Проверка твердости: Твердость по Бринеллю (HBW) проверяется на репрезентативных поперечных сечениях, а иногда и на траверсах для подтверждения сквозной закалки.
- Ультразвуковой контроль (УЗК): 100% объемный контроль на наличие подповерхностных дефектов, при этом критерии приемки относятся к эквивалентным размерам отверстий с плоским дном, обычно в диапазоне от FBH 2 мм до FBH 6 мм в зависимости от спецификации.
- Проверка химического состава: Анализ ковша и продукта для подтверждения соответствия марки, часто с более строгими ограничениями по остаточным элементам, чем требует базовый стандарт.
- Макро и микро исследование: Травление поперечного сечения для выявления текучести зерен, сегрегации и внутренней целостности; металлографическое исследование для подтверждения размера зерна и микроструктуры
Поковки, не прошедшие ультразвуковой контроль после термообработки, должны быть утилизированы или переработаны — возможности ремонта внутренних дефектов в цельной поковке не существует. Поэтому выбор чистых стальных заготовок, дегазированных вакуумом, и тщательный контроль процесса во время ковки имеют решающее значение для достижения приемлемого выхода продукции, особенно при изготовлении крупных поковок из легированной стали для энергетики и обороны.